7*24小時(shí)為您服務(wù)
13603036291
13603036291


汽車部件視覺(jué)裝配站
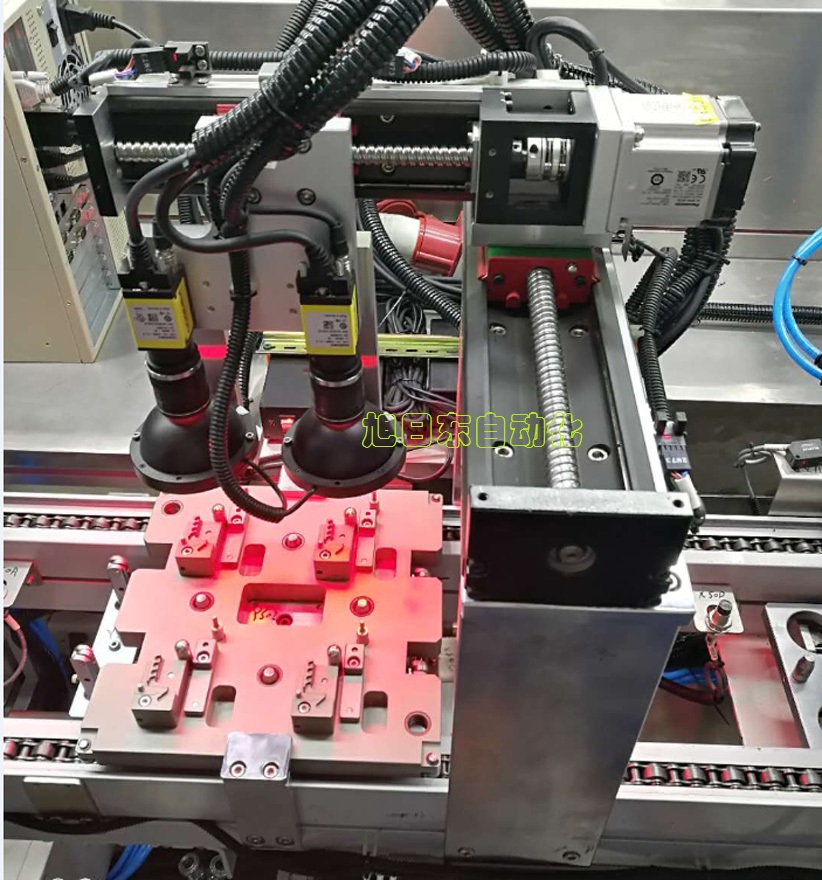
汽車零部件自動(dòng)裝配線主線為倍速鏈線,自動(dòng)裝配工位安裝有模組機(jī)器人及頂升定位機(jī)。
此裝配工位安裝有視覺(jué)定位,有效提升自動(dòng)裝配準(zhǔn)確度及精度。

倍速鏈輸送線優(yōu)勢(shì):
1、 結(jié)構(gòu)簡(jiǎn)單,易于安裝,使用噪音低;
2、 輸送能力大,可承載較大的載荷;
3、 輸送速度準(zhǔn)確穩(wěn)定,能保證精確的同步輸送;
4、 易于實(shí)現(xiàn)積放輸送,可用做裝配生產(chǎn)線或作為物料的儲(chǔ)存輸送;
5、 可在各種惡劣的環(huán)境(高溫、粉塵)下工作,性能可靠;
雙層倍速鏈輸送線說(shuō)明:
1、 動(dòng)力部分:上下層各設(shè)置一套動(dòng)力,P=1.5kw電機(jī)(品牌:德產(chǎn)SEW或臺(tái)產(chǎn)城邦,減速比i=100)配變頻器,線速度5~15m/min可調(diào),每段動(dòng)力長(zhǎng)度≤20米;
2、 輸送線導(dǎo)軌采用118×100倍速鏈專用國(guó)標(biāo)鋁型材,表面電泳處理;
3、 鏈條:采用蘇州產(chǎn)尼龍差速鏈,T=38.1;
4、 機(jī)腳架:采用60×40×T2鐵方通焊接噴粉制作,通過(guò)連接件固定輸送線導(dǎo)軌;
5、 阻擋器缸及電磁閥采用亞德客品牌;
6、 控制部分:OLC采用三菱,傳感器采用歐姆龍,交流接觸器采用施耐德,觸摸屏采用威綸,電控箱自制,其他電控元件采用施耐德/正泰。
頂升定位機(jī)說(shuō)明:
1、 安裝底座采用T4鐵板折彎焊接制作,表面噴粉處理;
2、 升降動(dòng)力采用亞德客標(biāo)準(zhǔn)氣缸;
3、 導(dǎo)向采用導(dǎo)柱+直線滑軌;
4、頂升定位機(jī)安裝有頂升臺(tái)面,臺(tái)面上設(shè)置定位銷,與工裝板上定位孔匹配。
視覺(jué)結(jié)構(gòu)組成:
1、圖像部分:攝像機(jī)捕捉被檢測(cè)物體的電子圖像,然后將其發(fā)送到處理器進(jìn)行分析。電子圖像被轉(zhuǎn)換成數(shù)字,表示圖像最小的部分,即像素。圖像顯示的像素?cái)?shù)量稱作分辨率。圖像的分辨率越高,包含的像素?cái)?shù)量越多,進(jìn)行檢測(cè)時(shí),圖像的像素?cái)?shù)量越多,檢測(cè)結(jié)果越準(zhǔn)確。
2、攝像機(jī):視覺(jué)檢測(cè)系統(tǒng)的攝像機(jī)有三個(gè)變量需要調(diào)整,以優(yōu)化捕捉到的圖像。它們是光圈、對(duì)比度和快門速度。
3、照明部件:正確的照明對(duì)幫助創(chuàng)建有效檢測(cè)所需的對(duì)比度很關(guān)鍵。當(dāng)對(duì)一件產(chǎn)品的正確系統(tǒng)設(shè)置進(jìn)行評(píng)估時(shí),設(shè)計(jì)師會(huì)花費(fèi)相當(dāng)多的時(shí)間用來(lái)確定檢測(cè)所需的最佳照明。照明解決方案的類型、幾何形狀、顏色和強(qiáng)度應(yīng)當(dāng)提供盡可能強(qiáng)的對(duì)比。
4、軟件工具:視覺(jué)檢測(cè)系統(tǒng)使用軟件處理圖像。軟件采用算法工具幫助分析圖像。視覺(jué)檢測(cè)解決方案使用此類工具組合來(lái)完成所需要的檢測(cè)。常用的包括,搜索工具,邊界工具,特征分析工具,過(guò)程工具,視覺(jué)打印工具等。
工作原理及流程:
1、 工裝帶產(chǎn)品到達(dá)自動(dòng)裝配工位,頂升定位機(jī)自動(dòng)頂起,通過(guò)定位銷定位孔的導(dǎo)向?qū)⒐ぱb板頂升至同一位置;
2、 視覺(jué)系統(tǒng)進(jìn)行拍照定位,二次定位產(chǎn)品精準(zhǔn)位置,模組機(jī)器人開(kāi)始動(dòng)作,完成該工位作業(yè)后,模組機(jī)器人復(fù)位,頂升定位機(jī)下降;
3、 工裝板落回倍速鏈線上,阻擋器下降方向,產(chǎn)品流向下一工位。
0769-82862463
郵箱:sunrisingsz@163.com
地址:東莞市塘廈鎮(zhèn)林村新太陽(yáng)科技產(chǎn)業(yè)園208棟

手機(jī)網(wǎng)站

旭日東微信二維碼
 當(dāng)前位置:
當(dāng)前位置:![{$r[title ]}](/uploadfile/2019/0617/20190617083616204.jpg)
![{$r[title ]}](/uploadfile/2019/0615/20190615050436385.jpg)
![{$r[title ]}](/uploadfile/2018/0821/20180821113300949.jpg)
![{$r[title ]}](/uploadfile/2018/0821/20180821113223768.jpg)